原创周若禹焊接与材料规范
点击箭头处“蓝色字”,关注我们哦!!
L360M钢管钨极氩弧自动外根焊工艺
0 前言
目前,焊接钢管已经广泛应用于核电、压力容器、石油化工以及海洋工程建设中,管道对接焊焊接质量的好坏直接关系到管道的服役可靠性与安全性。管道施工过程中,常用的焊接方法包括焊条电弧焊(SMAW)、埋弧焊(SAW)、熔化极气体保护焊(GMAW)、药芯焊丝电弧焊(FCAW)和钨极气体保护焊(GTAW)等[1]。
焊条电弧焊因其根焊完成后,焊缝背面会产生药皮,影响射线检测中缺欠的判断,基本不再使用;而埋弧焊多用于车间内焊接或预制,很少用于现场管线焊接;目前长输管道施工常用的熔化极气体保护自动焊由内焊机在管道内部焊接完成,具有焊接效率高、质量好的优点。但对于Φ813 mm以下管径管道,由于管径的限制,要求内焊机结构更紧凑,同时由于施工成本的因素,很少采用内焊自动焊工艺,主要采用手工焊或手工半自动焊焊接工艺[2]。
随着国家管网的组建,长输管线的施工正在大力推广自动焊工艺,外根焊自动焊焊接工艺更加适用于Φ813 mm以下管径管道的焊接。在管道施工常用的焊接工艺中,钨极氩弧焊具有电弧燃烧稳定、无飞溅、焊缝成形美观、适用于全位置焊接、脉冲焊接以及减少焊接热输入的优点,因此是实现单面焊双面成形的理想焊接工艺[3]。
本研究以L360M Φ559 mm×12.7 mm钢管为例介绍钨极氩弧自动外根焊工艺,填充盖面焊采用气保护药芯焊丝自动焊工艺。
1 试验材料
采用L360M Φ559 mm×12.7 mm高频焊接钢管进行焊接试验,钢管应符合API SPEC 5L-2018和GB/T 9711-2017标准PSL2规定。L360M屈服强度应不小于360 MPa且不大于530 MPa,抗拉强度应不小于460 MPa且不大于760 MPa,经过核实管材质量证明书,其实际屈服强度为401 MPa,抗拉强度为510 MPa,符合标准要求。
表1 L360M钢管化学成分(质量分数/%)

根据等强度原则,钨极氩弧自动焊选择屈服强度不小于390 MPa、抗拉强度490~670 MPa的钨极惰性气体保护电弧焊用实心焊丝W49A36,经过复检,熔敷金属实际屈服强度452 MPa、抗拉强度568 MPa。
表2 焊丝W49A36化学成分(质量分数/%)

钨极氩弧自动焊焊接过程中应采用氩气进行保护,所采用的氩气应符合GB/T 4842-2017《氩》的相关规定,且纯度不应低于99.96%,含水量小于20 mg/L[9]。
2 焊前准备
1.钢管内外表面坡口及两侧10 mm范围内管口应完好无损,无铁锈、油污、油气、毛刺等,并应采用机械法清理至显现金属光泽。
2.相邻管口螺旋焊缝管或直缝间距错开≥100 mm[10]。
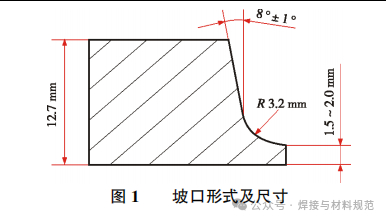
3.管端坡口一般应采用机械加工,坡口形式及尺寸如图1所示(80±10°,R3.2 mm,55°),加工的焊接坡口表面应平滑无加工沟槽,不应有分层、裂纹等缺欠。
4.组对间隙应保持在0~0.5 mm范围内,组对时应尽量减小错边量,最大错边量应小于或等于1.0 mm,错边应沿圆周均匀分布,不应使用锤击法校正错口。
3 钢管焊接
L360M Φ559 mm×12.7 mm钢管焊前可不预热[11],其他材质钢管的焊接预热要求应按照焊接工艺规程执行。焊接前,应检查焊接设备指示仪表、开关位置和电源极性、保护气体流量等。
采用Φ3.2 mm的铈钨极焊接,根焊采用脉冲电流模式,确保焊缝背面成形良好。填充盖面焊采用气保护药芯焊丝自动焊上向焊工艺,共计焊接5层(5道),焊接层(道)数如图2所示。为防止第一遍填充焊时烧熔根焊,可在完成根焊后采用钨极氩弧自动焊进行第一遍填充焊。
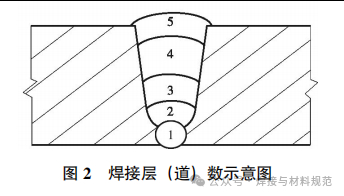
表3 钨极氩弧自动焊根焊焊接工艺参数

4 焊后检验
4.1 外观检查及无损检测
根焊缝表面成形良好,背面无裂纹、未熔合、未焊透、气孔、咬边、凹坑等缺欠,焊缝与母材圆滑过渡,背面余高为1.0~1.5 mm。
填充盖面焊完成后,焊缝表面进行射线检测和相控阵超声波检测,射线检测执行SY/T 4109-2020《石油天然气钢质管道无损检测》,相控阵超声波检测还应满足DEC-OGP-GNT-004-2020-1《油气管道工程相控阵检测技术规定》,检测结果均为Ⅰ级(不低于Ⅱ级为合格)。
4.2 拉伸试验
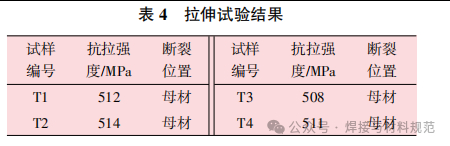
从管周向45°位置截取4件拉伸试样,抗拉强度计算方式为“最大载荷÷试样最小横截面积”,结果如下表所示,均符合验收指标(≥460 MPa)。
表4 拉伸试验结果
4.3 弯曲试验
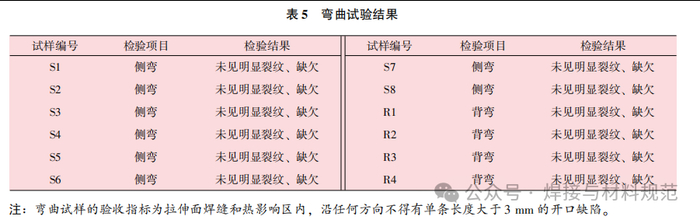
从管周向45°位置截取8件侧弯试样和4件背弯试样,采用D=90 mm的压头将试样压入模具内弯曲角度180°,结果如下表所示,均无超过3 mm的开口缺陷。
表5 弯曲试验结果
4.4 刻槽锤断试验
从管周向45°位置截取4件刻槽锤断试样(规格12.7 mm×25 mm,三面刻槽),断裂面完全熔透和熔合,气孔、夹渣等缺欠均符合标准要求。
4.5 冲击韧性试验
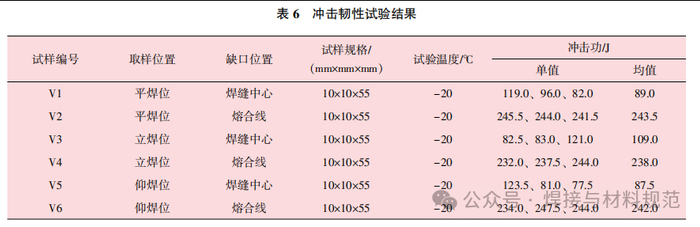
在平焊、立焊、仰焊位置截取冲击韧性试样(夏比V形缺口,10×10×55 mm,试验温度-20℃),结果如下表所示,单值≥30 J、均值≥40 J,符合标准要求。
表6 冲击韧性试验结果
4.6 宏观金相检验
在平焊、立焊、仰焊位置截取宏观金相试样,经研磨腐蚀后,用5倍放大镜检验,未见裂纹和未熔合,符合要求。
4.7 硬度试验
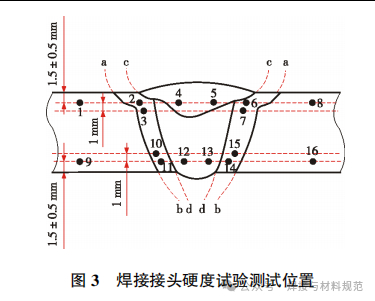
取全焊缝截面的硬度试样,测试位置如图3所示,硬度值未超过265 HV₁₀,结果如下表所示。
表7 焊接接头硬度试验结果(HV₁₀)

5 结束语
通过对焊接钢管外观检查、无损检测、焊接接头的力学性能试验的测定,结果表明,采用钨极氩弧自动外根焊工艺可保证根焊焊接质量,降低焊工劳动强度,减少焊接过程中的停顿,提高施工效率,具有推广应用价值。
焊接与材料规范
详细解说CCS中国船级社规范的标准的工艺及焊工考试
129篇原创内容
公众号